Bi-Metallic Balance: Fusion

Fusing the brass and steel is the heart of this project. Without proper fusion, the whole thing falls apart, both literally and figuratively.

The first step is to form the steel base and the brass ring that will melt to it. First drill a centering hole into the middle of the blank, then mill a channel into the steel, leaving a thin floor and wall to keep the brass from flowing out.

The brass should fit perfectly to the inside of the channel, and should have a minute air gap to the outside wall.

Brass is mostly copper, and the blue flames are a sure sign that it's burning.
We don't have an infrared thermometer at school, so all torch temperatures are done by eye. The steel has to be a bright white hot before the metals will fuse, and the brass will long ago have melted at that point. In fact, the brass will be on fire.

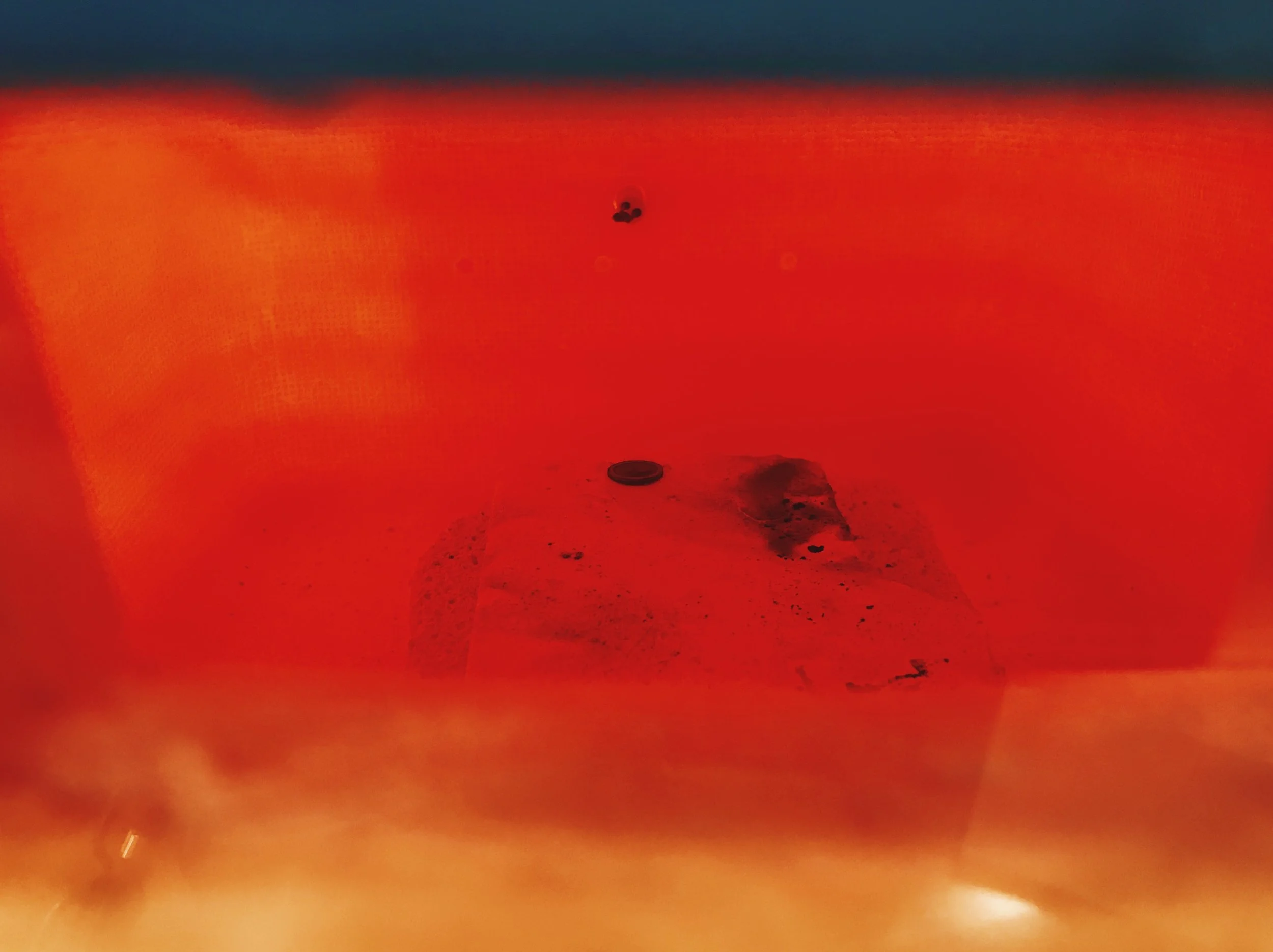
This is what the workpiece looks like immediately after firing. It is absurdly hot, and will remain that way for a long time. The brass is fully melted into the channel (and onto the top of the steel center), and the steel is still well over 1500°F.
The next step is absolutely critical if using a carbon steel, and can be skipped if using a mild steel. Properly hardening steel requires heating it to a critical temperature and then quickly cooling it, but the absurdly high temperatures involved in this process will still "harden" the steel very effectively even if it air-cools. This is a process called austenitization, which changes the crystal structure of the metal itself. Mild steel doesn't have enough carbon to austenitize, but carbon steel has to be annealed in the oven.
A gradual negative ramp from 1500°F to 800°F over a period of 3 hours annealed the steel nicely. Otherwise, it'll require carbide cutters to machine, and will definitely break any taps you try on the rim.

A diamond in the rough. Next up is the difficult—but not impossible—task of machining a balance wheel from this hunk of fused metal!
Watchmaking student at the Lititz Watch Technicum, formerly a radio and TV newswriter in Chicago.




