Hairspring Week: Final Adjustments

The last part of the oscillator building process is the most delicate.
Adjusting the hairspring is extraordinarily fiddly and requires the lightest of touches, but it can take a huge amount of time to get right.
The idea is to get the hairspring perfectly flat and concentric to the balance staff and wheel. Getting things flat and round at the collet are the first steps, so do that before the wheel is in the watch. They'll throw everything off later, otherwise.

Working on hairsprings requires some of your finer tweezers. I like using my carbon steel #3 tweezers (top) for the finest work, and the antimagnetic #2 tweezers (bottom) for broader adjustments.

There are also specialized hairspring tweezers that can help, but introduce a whole host of issues if you use them poorly. The tweezers have matching concave and convex curves at the tops, which are cylindrical. Used properly, they'll put perfect and repeatable bends into hairsprings, but they are extremely sensitive to positioning. Anything other than the perfect angle, and you'll start bending the spring every which way.

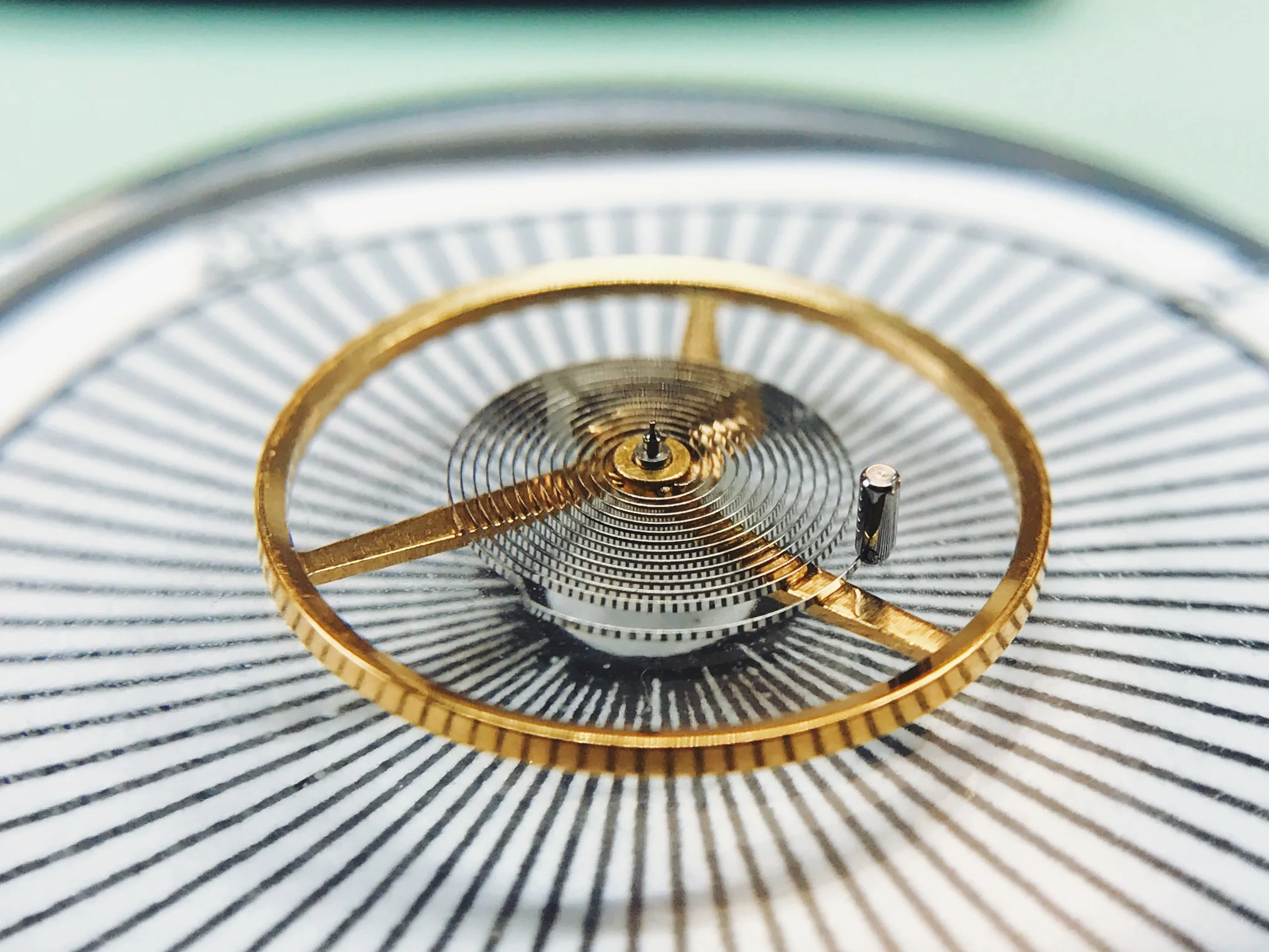
The endcurve's bends and the point where the hairspring leave the stud are the first places to check for errors. This one has a centering issue, and is too close to the endcurve.
Adjusting the centering tends to affect the flatness, and vice versa. The trick is to adjust one parameter without throwing the other out of whack.

The centering is actually fairly simple to adjust, though difficult to perfect. The first bend (closer to the spiral) roughly adjusts the spring's position to the left and right of the stud, and the second bend (leading into the rest of the endcurve) adjusts the spring's position towards and away from the stud. Opening or closing one bend can sometimes introduce issues in the other bend, so it's important to keep track of how the hairspring looks after every adjustment, no matter how minor.

The spring also has a flatness issue, and is tilting downward on the opposite side of the spring from the endcurve.
Flatness is trickier to fix, and that's because you're constantly working on the opposite side of the spring from whatever problem that you're trying to fix. A dip away from the endcurve means that the spring has to be tilted upwards at the endcurve, since flatness problems don't manifest themselves for 180°.

This is really delicate work. You're barely using any force at all to move the spring, since too much of a "pinch" will bend the spring badly and could fatally fatigue the metal.

That's better!

But don't be fooled—it took a lot of back-and-forth to get decent (though imperfect) flatness and roundness.

The truly final steps of the process are done on the timing machine, but that's a whole different process. I'll cover that soon... Get ready for some dynamic poising!
Watchmaking student at the Lititz Watch Technicum, formerly a radio and TV newswriter in Chicago.