Tools: Faceplate, Wobble Stick & Centering Scope

The faceplate is one of the watchmaker's most essential tools, and properly using it will fully unlock our lathes' power.
But first, a word on holes.
Drilling isn't accurate—at least not by watchmaking standards. Drilled holes are usually a few hundredths of a millimeter wider than the drill bit itself, and their holes aren't perfectly round. For machining on a bigger scale those errors would be fine, but watchmaking demands higher precision.
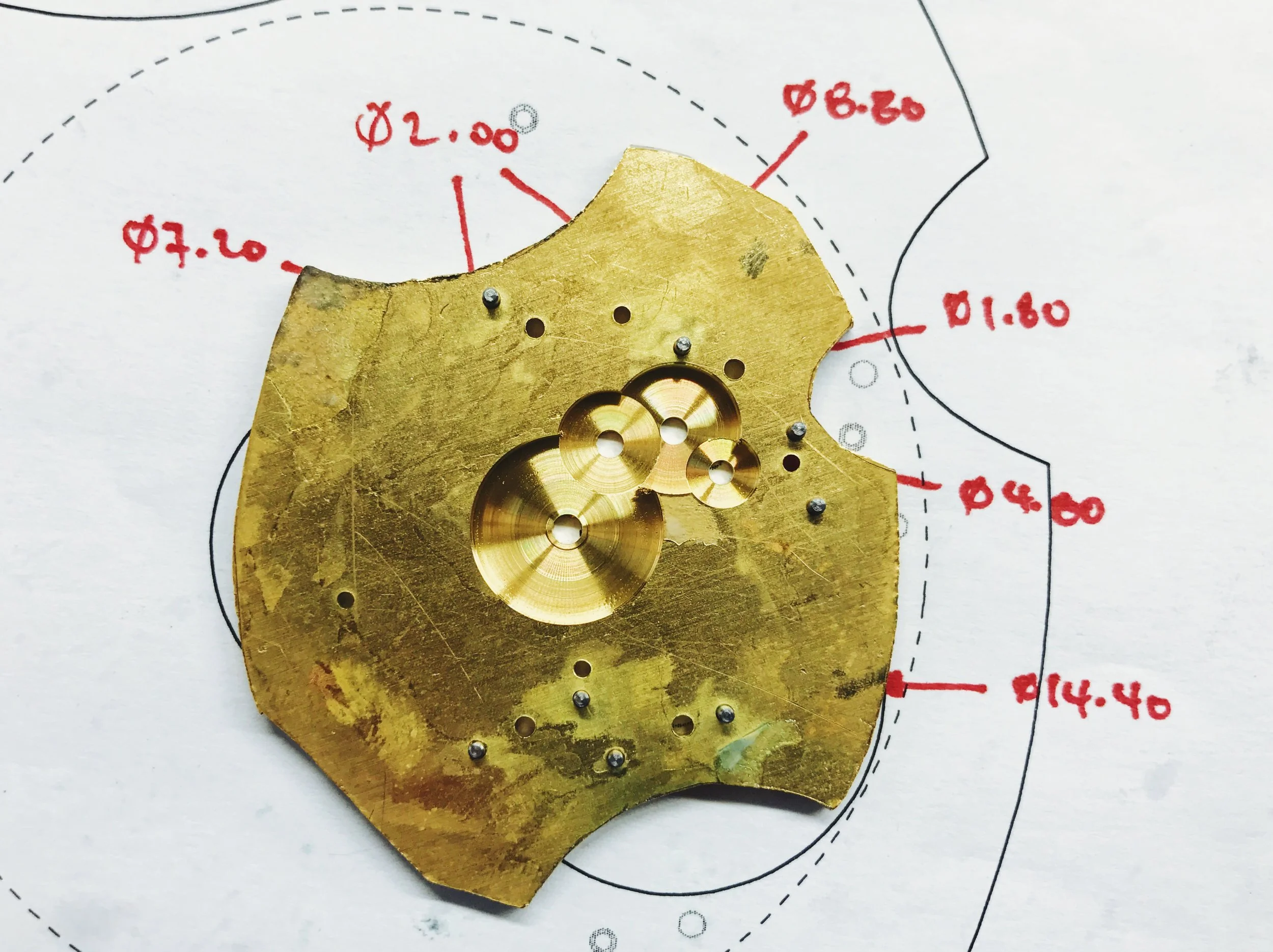
For truly precise holes, we turn to boring. Boring with the cross slide ensures a perfect diameter to less than a hundredth of a millimeter, and most importantly it will be perfectly concentric to the original hole. This is critical for watchmaking applications, whether it's rebushing a worn pivot or cutting an original one (like in the bridges for our school watch). A 0.01 mm in error can cause catastrophic power flow problems in something as delicate as a watch movement.
That leads to another problem: how do you get the boring cutter concentric to the original hole? Enter the faceplate.

The faceplate is a large plate with three clamps that can be repositioned at will to hold irregularly-shaped workpieces. By sliding the workpiece in the clamps, it can be perfectly centered to the axis of rotation. Centering is an art in and of itself, and it can be achieved in a variety of ways. First, let's look at the wobble stick.
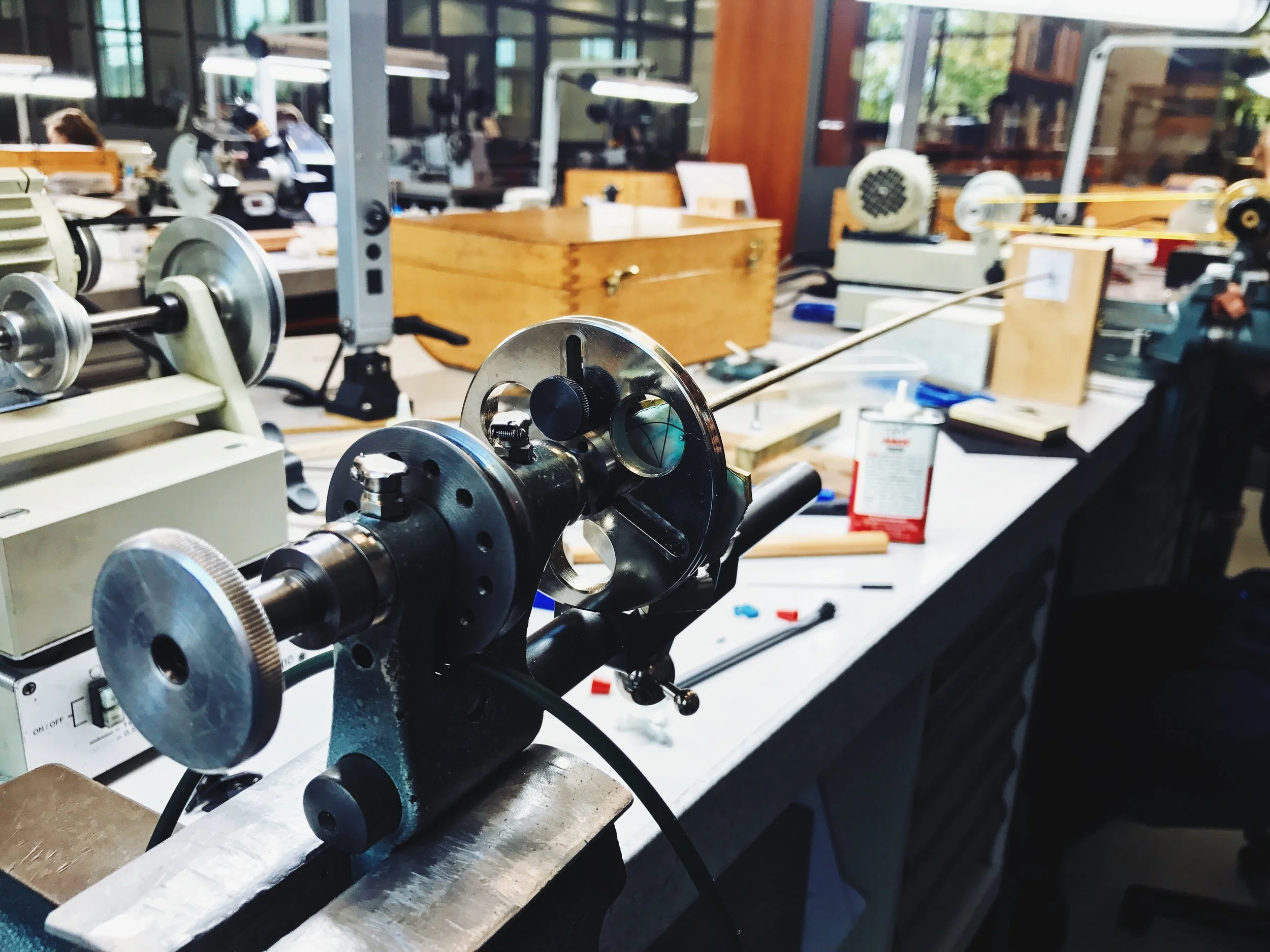
The wobble stick is very accurately and descriptively named. It's a long stick (500-800 mm) with a polished pivot at one end and a pointer at the other... and it wobbles. The pivot is placed in the target hole and the pointer is aimed at a target on the other end, using the T-rest on the lathe as a fulcrum.

Any centering error (wobble) in the hole will be magnified by the lever ratio of the stick, so it's important to get the T-rest as close as possible to the pivot to maximize the stick's effectiveness.

For both the wobble stick and the centering scope, the workpiece is moved in the same way: with a hammer. Yep! The faceplate's clamps are ground very smooth, so they won't mar the workpiece as it slips through them, even if they're very tight. That said, remember to use a buffer between the hammer and the workpiece or you're going to do a lot of damage to the sides of plates or bridges. A simple piece of brass scrap will do.
As decidedly low-tech as the wobble stick may be, it is actually incredibly precise. By measuring the lever ratio, the wobble at the target can be determined to less than one hundredth of a millimeter.
This stick's ratio is about 100:1, so each of the hashmarks on the target (0.5 mm apart) corresponds to about 0.005 mm of wobble at the workpiece. The first faceplate operations we're attempting will be to bore the screw head recesses in the bridges. These should be accurate, but a hundredth of a millimeter of error is acceptable.

Too much wobble. To correct this, rotate the faceplate until the stick is at its lowest point and hammer straight down on the top of the workpiece to move it down in the clamps, forcing the stick upwards.

That's more like it. You can ignore the side-to-side movement of the stick—the important thing is that it doesn't have more than two hashmarks of up-down movement. That will translate to less than a hundredth of a millimeter of error.
The wobble stick is cheap and effective, but it takes up a lot of space and can be a little maddening to use; depending on the target hole's surface finish, the stick can grab and bounce around, making a good reading difficult.
Luckily, we also have the centering scope!

The centering scope fits into the tailstock and uses an aimable 30x magnifier to help you determine concentricity.

To use the scope, aim the crosshairs at the edge of your target hole and rotate the faceplate to see any wobble.

Since this is a direct view rather than the inverted one you get from the wobble stick (thanks to the lever effect), you rotate the plate until the hole is at its highest point above the crosshairs, and hammer downwards to eliminate the centering error.

That's much better. While the optics seem more precise, it's actually much more difficult to accurately determine the exact amount of wobble still present in the workpiece. You can just do the math for the wobble stick, but the centering scope doesn't have any such scale. "Seeing" the acceptable error takes practice. The easiest thing to do until then is to just get it as close as possible before boring. This error is well below 0.01 mm, and would even be acceptable for a boring operation with closer tolerances.

After you're lined up, get the cross slide back on the lathe and start boring! Be gentle, these boring cutters are extremely thin (0.70 mm), so they'll break if not perfectly set up.
The jewel recesses will be the true test of our ability with the faceplate. That's next!
Watchmaking student at the Lititz Watch Technicum, formerly a radio and TV newswriter in Chicago.